ワイヤ放電加工機の加工ノウハウ ワーク中央部での寸法差・テーパ加工の精度向上 編

今回はワイヤ放電加工機の加工ノウハウをご紹介します。
1.ワーク中央部での寸法差
ワーク中央部で寸法差が生まれる理由
ここではパンチ形状を例にその理由を説明します。
ワイヤ電極線とワークとの間に放電が発生すると加工液が気化・爆発が発生します。
その圧力によりワイヤ電極線は放電方向とは逆に力が加わることとなります。
この力を放電反発力と呼びます。
ワイヤ電極線が放電反発力を受けるのは
・ワイヤ電極線の進行方向
・ワイヤ電極線の進行方向に対して直角方向
となります。
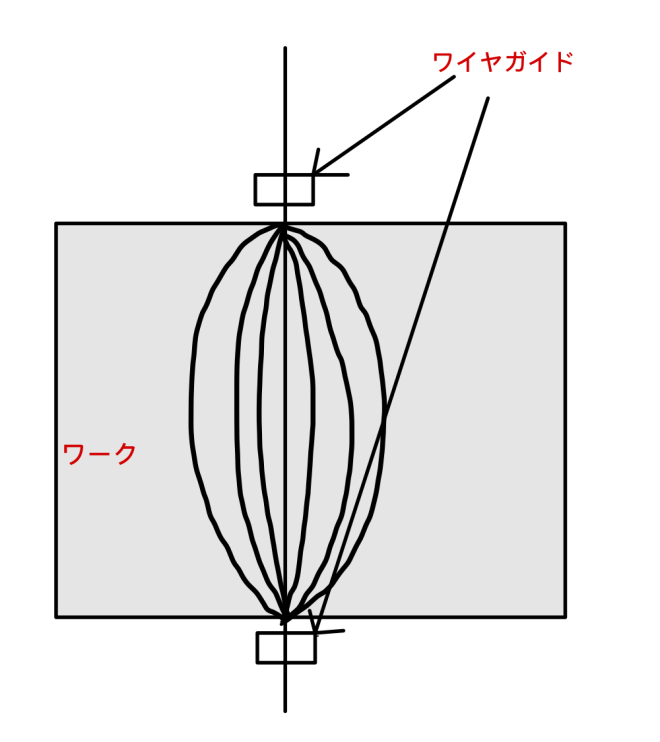
直角方向に受ける放電反発力はワイヤ電極線に対して横方向に振動させることとなります。
ワイヤ電極線は上下のガイドによって支持されているため、ガイド間の中央部が最も振れ幅が大きくなります。
その振動の影響により、ワーク中央部で寸法差が生まれる要因となります。
対策
前述の通り、ワイヤ電極線の振動によりワーク中央部で寸法差が生まれます。
その為、振動を少なくすることによりその対策となり得ます。
ワイヤ電極線の張力・線径
ワイヤ電極線の張力を上げることで振動幅が小さくなります。
またワイヤ電極線の線径を大きくすることで張力が上げやすくなります。
コーナRの精度を許容できる範囲であれば、ワイヤ電極線の線径を大きくすることも一つの手段です。
ただし、加工エネルギーが大きくなり、ワイヤ電極線へのダメージが大きくなると、
断線することが多くなるのでその点については注意が必要です。
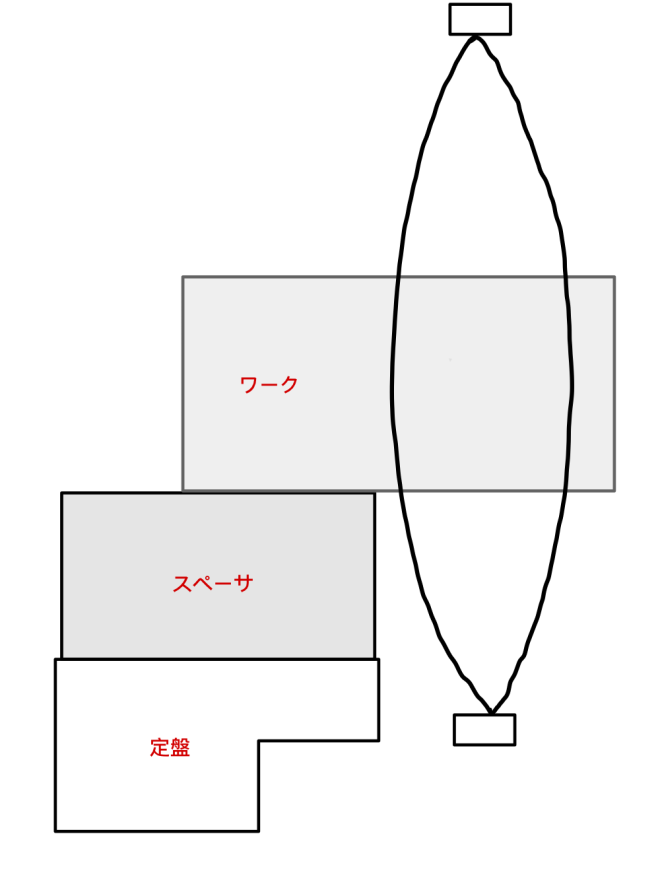
ガイド間の距離調整
ワイヤ電極線のガイド間の距離を意図的に大きくして、
ワーク中央部と上下部振動幅の差を小さくすることも対策の一つです。
加工定盤とワークとの間にスペーサを入れるなどして、
ワークを嵩上げする方法が簡単な方法です。
2.テーパ加工の精度向上
テーパ加工の精度向上の為に考慮すべき点を以下にご紹介します。
垂直度の確認
垂直度計と定盤との固定を正確に行います。
具体的には垂直度計と定盤の接触部分を砥石で軽くこすります。
垂直度計は必ず抑え金具にて固定し、垂直度計の平面度が2μm以内となるように固定します。
テーパ諸元の確認
実加工と同じ高さ・角度でテーパ諸元出しを行います。
高さが低く、ノズルと垂直度計が干渉してしまう場合は高さを100mmに設定し、諸元出しを行います。
加工中にテーパ角度が変化する場合は、最大角度にてテーパ諸元出しを行います。
ダイヤモンドダイスを交換するまでは諸元は有効です。
ダイヤモンドダイスを交換した場合などはテーパ諸元出しをやり直します。
定盤からワーク上面高さの確認
定盤からワーク上面の高さは治具などを使用している関係で正確にわからない場合があります。
高さを正確に測ることがテーパ加工の精度向上につながります。
高さを正確に測る方法は、
①ワークの厚みを予め測定します。
②ワーク上面部分をダイヤルゲージを使用して、0に合わせます。
③機械側の現在位置座標のZ軸の値を0とします。
④定盤上にダイヤルゲージを移動させ、目盛りが0になる位置までZ軸を下げます。
⑤この時の現在位置座標のZ軸の値が定盤からワーク上面までの高さとなります。
テスト加工
実加工と同じ高さのワークを準備して、テスト加工を行います。
テスト加工終了後、角度を測定(三次元測定機、工具顕微鏡などで測定)し、角度を確認します。
測定結果が求めている角度でない場合は、補正を行い、実加工を実施します。
3.最後に
いかがでしたでしょうか。
放電加工機お役立ちナビを運営する菱光商事株式会社では、
放電加工機に関して様々なサービスを行っております。
放電加工機について
「放電加工機の加工で分からないことがある」
「放電加工機の修理をどこに頼めばよいかわからない」
「メンテナンスにどれくらい費用がかかるか知りたい」
「下取りができる加工機かどうか知りたい」
といったご不安をお持ちの方は、
ぜひ放電加工機お役立ちナビまでお気軽にご相談ください。